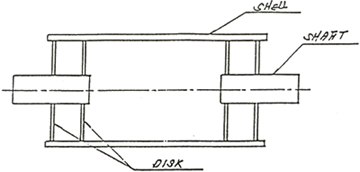
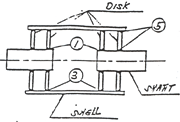
Roller
ROLL 철심 제작시방서
적용범위
절차서는 POSCO광양 4냉연 EGL ROLL 제작증 SHAFT 및 2매 DISK 용접구조로된 철심에 적용한다.
각 부품명
제작공정
단품가공
• SHELL BENDING
• SHAFT 가공
• SMT Centigrid© & TO-5 Relays
• DISK 가공(용접부 개선)
조립제작
• 제관용접
• SHAFT 가공
• 기계가공
• 바란스 측정
단품가공
SHELL BENDING
• 소재입고
SS400 PLATE절단, 필요에 따라 HILL SHEET 입수.
• 검 사
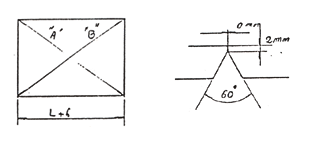
외형 치수 측정하고 대각 치수차이는 3㎜ 이내로 할 것.
┃Α-B┃≤3
• BENDING
벤딩작업을 벤딩 M/C에서 실시
• 용 접
BENDING된 SHELL의 외면을 가접하고 내면을 Co₂반자동 용접한 후 외면을 가우징한 후 그라인딩 가공하고 외면을 용접한다.
용접 비드동 결함부위를 그라인딩 가공한다. 보정 벤딩작업을 실시하여 내면의 허용공차를 맞춘다. (허용치 : ø내경±2㎜)
• 검 사
치수검사 및 용접부 비파괴검사 실시하고 REPORT를 작성한다.
• 소재입고
SS400 PLATE절단, 필요에 따라 HILL SHEET 입수.
• 검 사
외형 치수 측정하고 대각 치수차이는 3㎜ 이내로 할 것.
┃Α-B┃≤3
• BENDING
벤딩작업을 벤딩 M/C에서 실시
• 용 접
BENDING된 SHELL의 외면을 가접하고 내면을 Co₂반자동 용접한 후 외면을 가우징한 후 그라인딩 가공하고 외면을 용접한다.
용접 비드동 결함부위를 그라인딩 가공한다. 보정 벤딩작업을 실시하여 내면의 허용공차를 맞춘다. (허용치 : ø내경±2㎜)
• 검 사
치수검사 및 용접부 비파괴검사 실시하고 REPORT를 작성한다.
SHAFT 단품가공
· 노말라이징 처리
· 제관용접부위 내면은 정삭( DWG치수) 가공하고 BEARING HOUSING
· 조립부는 DWG 치수 + 8㎜ 황삭 가공한다.
DISK 단품가공
개선 가공부 검사 실시
제관, 용접
① DISK와 SHAFT용접(DWG & WPS).
② SHELL 양측에 ①공정의 DISK와 SHAFT를 조립.
③ DISK와 SHELL용접.
④ DISK를 SHELL 및 SHAFT측에 조립.
⑤ SHELL측 및 SHAFT측 교대로 변형에 주의하면서 용접.
기계가공
· DWG에 의거 SHAFT 각단 SHELL 외경 및 CENTER 가공을 실시함.
· 치수 DATA
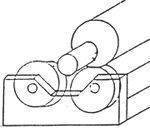
· 틀의 양 SHAFT부를 특수 BEARING에 올리고 틀이 용이하게 회전
되는지 확인한다.
· 임의의 어느 위치에서도 툴의 정지가 가능한지 확인한다.
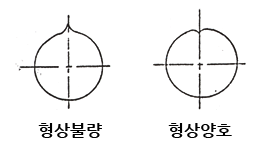
· 임의의 어느 위치에서도 ROLL의 정지가 가능하면 정바란스는 양호한
것이며 언바란스양올 조정 할 필요가 없으나 반드시 어느 특정 위치가
아래로 내려오도록 회전하여 정지한다면 정바란스를 조정해야 한다
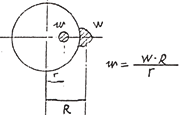
* ROLL의 외주면에 적절한 WEIGHT를 부착하여 임의의 어느 위치에서도 틀이 멈출 수 있도록 한다.
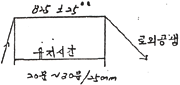
*WEIGHT의 중량을 측정하여 부착될 비란스 수정량을 계산한다.
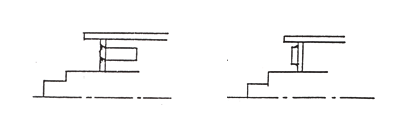
*WEIGHT 부착 방법
Unbalance 허용량은 도면에 평사딘 내용을 우선하여 따르며, 도면에 평시되지 않은 경우는 첨부 자료 (SN 841)에 의거
수행토록 한다.